Nessun prodotto nel carrello.

Quando dovresti lubrificare una madrevite?
Si prevede che una vite a ricircolo di sfere, con contatto di rotolamento metallo su metallo tra le sfere e le piste, richiederà una lubrificazione periodica con grasso o olio . Uno dei vantaggi delle viti a ricircolo di sfere rispetto alle viti a ricircolo di sfere è che spesso possono funzionare senza lubrificazione, eliminando la manutenzione e i potenziali pericoli derivanti dall’uso di grasso o olio: contaminazione del processo o dell’ambiente, conservazione del lubrificante e attrazione di particolato all’assieme. Ma solo perché alcune madreviti non richiedono lubrificazione, non significa che la lubrificazione non debba mai essere utilizzata. In effetti, in alcune applicazioni con madrevite e condizioni operative, la lubrificazione può favorire sia le prestazioni che la durata.
È importante notare che il vantaggio di “manutenzione zero” delle viti guida si applica a quelle che utilizzano un dado in plastica o polimero. Le chiocciole in bronzo, che vengono utilizzate per portate maggiori e, in alcuni casi, migliore resistenza alla corrosione, necessitano sempre di lubrificazione, poiché comportano un contatto di strisciamento metallo su metallo tra vite e dado.
Ma i dadi in plastica o polimero, che costituiscono una parte significativa delle applicazioni con madrevite, hanno proprietà autolubrificanti, ovvero i lubrificanti sono impregnati nel materiale del dado e vengono rilasciati quando il dado e la vite scorrono l’uno sull’altro. Tuttavia, i lubrificanti interni non vengono rilasciati in modo coerente e questo livello di lubrificazione fluttuante può causare una coppia operativa e un’usura non uniformi. La lubrificazione applicata esternamente risolve questo problema garantendo un’applicazione più coerente del lubrificante.
La lubrificazione esterna riduce anche l’attrito, che può essere significativo nel funzionamento della madrevite a causa del contatto scorrevole tra la vite e il dado. Ciò è particolarmente critico per i gruppi vite di comando precaricati, poiché il precarico aumenta il contatto, e quindi, l’attrito, tra la vite e il dado.
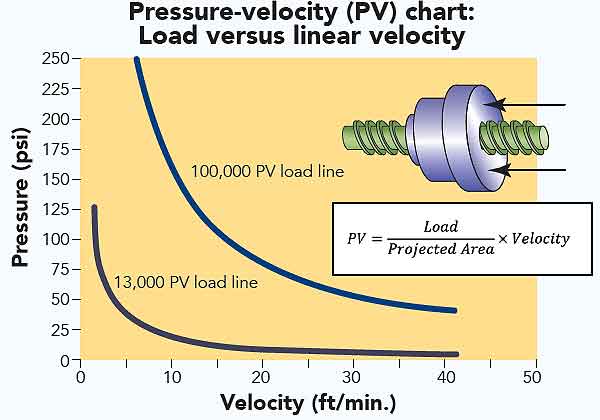
Uno dei criteri chiave per il dimensionamento e la selezione di una madrevite è il suo valore PV, che è la più alta combinazione di pressione e velocità che la vite e il dado possono sopportare. Il valore PV dipende dalla quantità di calore generata quando le superfici della vite e del dado scivolano l’una contro l’altra.
Poiché la lubrificazione riduce l’attrito e la generazione di calore, i produttori spesso forniscono valori FV che presuppongono la presenza di una pellicola di grasso o di lubrificante secco. Assicurati di controllare con il produttore se il valore PV non indica se si presume una lubrificazione esterna.
La classificazione FV di un materiale dipende dal calore o, in particolare, dalla capacità del materiale di dissipare il calore. L’aggiunta di lubrificazione esterna a un gruppo vite di comando riduce il calore e migliora il valore PV della vite di comando. I produttori in genere pubblicano classificazioni PV che presumono che venga applicato un lubrificante esterno, che sia grasso / olio o lubrificazione solida.
Quando la lubrificazione esterna è ritenuta vantaggiosa, il progettista o l’ingegnere può scegliere tra grasso / olio o un lubrificante solido. Se si sceglie grasso o olio, sono disponibili formulazioni adatte per applicazioni con madrevite che richiedono velocità di spostamento elevate, compatibilità con camere bianche e una varietà di intervalli di temperatura. Ma tieni presente che questi lubrificanti, in particolare il grasso, possono attirare e trattenere la polvere e altre particelle fini che sono abrasive per il gruppo vite di comando e possono ridurre la durata della vite e del dado.
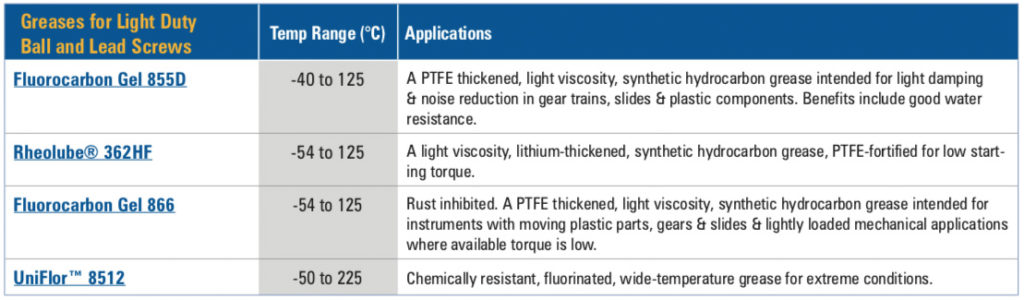
Le opzioni di grasso e olio per la lubrificazione delle viti di trasmissione offrono un’ampia varietà di intervalli di temperatura e compatibilità chimica.
Il termine “lubrificante solido” si riferisce solitamente a un rivestimento di tipo PTFE (noto con il marchio “Teflon”), che è di gran lunga il lubrificante solido più popolare per le viti di comando. Alcuni produttori offrono le proprie formulazioni proprietarie, ma la maggior parte utilizza PTFE come componente lubrificante principale. La lubrificazione solida viene generalmente applicata dal produttore con un metodo a spruzzo per ottenere uno spessore molto preciso e uniforme e quindi polimerizzata.
I lubrificanti solidi forniscono una protezione migliore rispetto all’olio o al grasso contro la contaminazione da liquidi – acqua, acido o alcalino – e spesso consentono una gamma più ampia di temperature di esercizio. Sono anche l’opzione migliore in situazioni in cui non sono consentiti grasso e olio, come le applicazioni mediche e ottiche. Sebbene i coefficienti di attrito dei lubrificanti solidi siano superiori a quelli del grasso o dell’olio (il PTFE ha un intervallo del coefficiente di attrito da 0,06 a 0,12), il coefficiente di attrito rimane costante indipendentemente dal precarico o dal carico applicato, il che garantisce requisiti di coppia costanti e un funzionamento regolare la vita della vite di comando.